Tutoriels // Imprimer du filament flexible avec une Ultimaker 2
Avec une imprimante bowden comme l’Ultimaker 2, l’impression de filament flexible peut s’avérer fastidieuse mais devient possible en respectant certaines précautions et astuces qui seront décrites dans cet article.
L’extrusion optimale et le maintien du filament flexible dans sa trajectoire sont les défits majeurs de l’utilisation de filaments flexibles avec l’Ultimaker 2 dans sa configuration originale. Cela s’explique notamment parce-que le filament flexible va avoir tendance a faire des petites vagues dans le tube bowden contrairement au filament rigide qui va garder une forme plus rectiligne. Ces petites vagues vont rajouter de la friction dans le tube entraînant de la sous-extrusion si on imprime trop rapidement. Il se peut également que le filament sorte du feeder ou se torde dans celui-ci à cause de l’espace entre la roue dentée et l’entrée du tube.
Pour prévenir ces problèmes, il existe plusieurs possibilités :
-Sur Youmagine, il existe une pièce à imprimer qu’on rajoute dans le feeder d’origine. Cette pièce va servir de guide et donc empêcher le filament de sortir.
-Il est également possible de modifier le feeder d’origine. Pour cela, il faut agrandir le trou où le tube bowden s’insère avec une mèche de 8. Ainsi, on peut réduire l’espace entre le tube bowden (que l’on pousse) et la roue dentée. A noter qu’il ne faut pas toucher la roue dentée avec le tube bowden au risque de perturber le fonctionnement du moteur.
Sur la photo ci dessous, le nouvel emplacement du tube bowden est indiqué en rouge:

-La dernière solution est d’imprimer un feeder adapté à l’impression de filament flexible. Personnellement, j’ai opté pour le feeder de IRobertI sur youmagine (cf. ci-dessous). Ce feeder s’avère très pratique : Il est plus simple à nettoyer, l’ouverture permet de changer de filament facilement et, il comporte également un guide qui va empêcher le filament flexible de sortir de sa trajectoire.

Filaments flexibles
Il existe une grande variété de filaments flexibles. Pour les imprimantes bowden, il est recommandé d’utiliser des filaments semi-flexibles comme le SemiFlex, le flexible Ultimaker, ou le flexible ICE. Des filament ultra flexibles comme le ninja flex exigeront quant à eux beaucoup de précautions et une vitesse d’impression très lente.
Ce tutoriel est basé sur l’utilisation des filaments semi-flexibles.
Principes de base
Pour imprimer du filament flexible, certaines règles devront être respectées. La plus importante concerne la vitesse d’impression. Celle-ci devra être lente et la plus constante possible. Pour garder une vitesse constante, il faut veiller à placer le paramètre Minimum layer time (onglet avancé de Cura) à 0. En effet, Cura va automatiquement ralentir l’impression si le temps d’imprimer une couche est moins grand que la valeur spécifiée dans ce paramètre.
Au niveau de la vitesse d’impression, 30mm/s est une bonne moyenne. Au dessus, le risque de sous-extrusion est plus grand car le feeder a plus de difficultés pour faire suivre le filament. Il sera malgré tout possible d’imprimer plus vite avec des couches plus petites. Dans ce cas, il conviendra d’expérimenter un peu pour voir si une vitesse plus élevée fonctionne ou pas. En règle générale, les vitesses de maximum 30mm/s conviennent le mieux.
Secondo, il faudra désactiver la rétraction. En effet, quand la tête d’impression termine une couche et doit passer à un autre endroit, la rétraction, est un mécanisme qui permet d’éviter au filament de continuer de sortir provocant une surpression dans la tête d’impression (phénomène de oozing) en tirant en arrière le filament. Le problème avec du filament flexible, c’est que la rétraction ne fonctionne pas aussi bien. En effet, quand le feeder va tirer sur le filament, celui-ci va avoir plutôt tendance à s’étendre (comme quand on tend un élastique) et la pression dans la tête d’impression ne diminuera que très peu. La rétraction n’a donc pas beaucoup d’intérêt. De plus, si on laisse l’option “rétraction”, il y a aussi un risque d’aplatir le filament suite aux rétractions répétées ce qui a également pour effet d’augmenter encore la friction dans le tube.
Tercio, il faudra trouver les bonnes températures d’extrusion et du plateau. Il est très important d’imprimer à la température recommandée pour le filament utilisé. Pour les filaments que j’ai testé, la température d’extrusion se situe entre 220°c et 235°c. Pour le plateau, on se situe entre 70°c et 80°c. Si on imprime trop froid, le feeder aura plus de difficultés et de la sous-extrusion apparaîtra. Pour avoir une bonne accroche sur le plateau et éviter des décollements, il est conseillé d’avoir un brim (au moins 10 lignes).
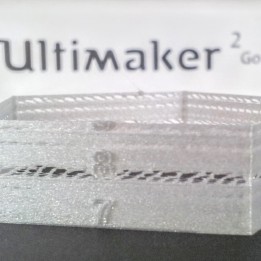
Ci-dessous un exemple de décollement suite à un plateau trop froid:

Quatro, il vous faudra définir un pourcentage de remplissage. Plus on veut l’objet rigide, plus on augmentera le remplissage (au moins 20%). Pour un objet plus mou, on le diminuera. On pourra le mettre à zéro si l’objet le permet.
Ci-dessous un objet imprimé avec un remplissage à zéro:


Ci-dessous avec un remplissage à 10%:

Il est également possible d’imprimer en mode “Spiralize” pour faire des vases. Pour cela je conseille des couches de 0.1mm avec des murs de 0.6mm à 20mm/s.
Ci-dessous, quelques exemples d’impressions en Spiralize:


On peut également imprimer avec des buses plus grandes, il faut juste prendre garde à ne pas monter trop la vitesse (20mm/s maximum!).
Ci-dessous un pneu de voiture télécommandée imprimé avec la buse de 0.80mm:

A noter qu’on voit bien sur la photo ci-dessus le phénomène de “stringing” (aussi appelé cordage en français) dû à la désactivation de la rétraction . L’activation de la rétraction peut diminuer l’effet mais le risque de bourrage dans le feeder ou de rognage du filament est augmenté comme expliqué ci-dessus.
Si vous voulez utiliser le profil de Cura que j’utilise, télécharger le ici.
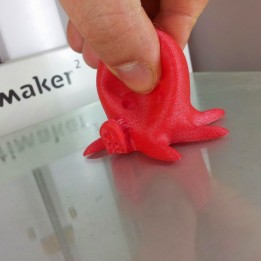
Ci-dessous, quelques photos d’impressions en filament flexible noir ICE :




Ci-dessous quelques photos d’impressions en filament flexible rouge semiFlex de Fennerdrives (NinjaFlex) :